
推薦產品 / Product
最新新聞 / New
工程案例 / Solution



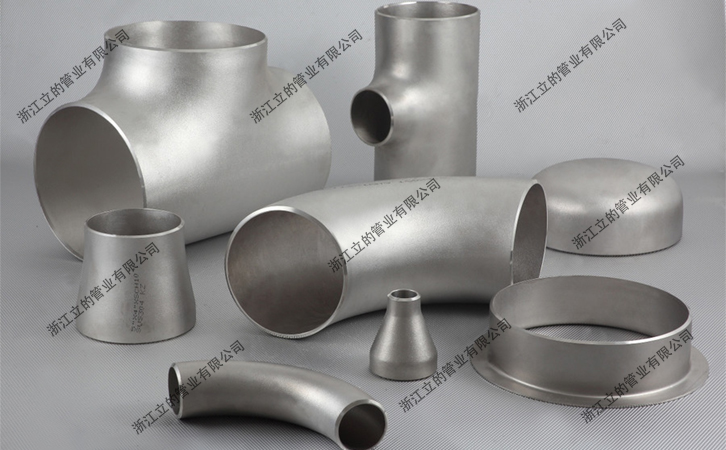






不銹鋼三通管件成型后的熱處理
Mar.28,2020
瀏覽量:970
返回上一頁
通常,SSP管接頭,適配器和組件(配件)的額定壓力等于推薦與配件一起使用的管道,軟管或管道的最大允許工作壓力。具有管接頭和管螺紋端部的接頭的額定壓力由具有較低額定壓力的端部連接確定。公母管螺紋在相同的公稱管道尺寸下具有相同的額定壓力。然而,為了獲得與陽管端部相同的額定壓力,陰端部需要比實際更重的壁。請注意,許多特殊設計的配件,鉆孔配件和具有AN,O-Seal和SAE/MS整體端部的配件,可能具有比管道更低的額定壓力。
成型后的熱處理
不銹鋼三通成型后的最終熱處理能顯著地提高鋼的機械性能,特別是對于加工方法不太先進的三通制造廠來說,選擇正確的熱處理制度和工藝尤其重要。在GB12459-90"鋼制對焊無縫管件中規定r冷成形的管件要進行正火或退火熱處理。那么究竟選擇哪一種熱處理,尤其選擇哪種退火制度為好,標準中并無選擇或說明,這要根據制造工藝來決定。立的管業認為無論選擇哪一種熱處理制度其目的就是提高管件的機械性能,增加其強度。管件在冷擠壓成型過程中,鋼的組織會因其較大的塑性變形而產生很大的變化,如:帶狀組織明顯、晶粒粗大、晶界錯位、界面滑移等等。這些組織上的變化對于鋼的切削加工及使用性能都有很大的影響。要想克服這些不利的變化就要應通過熱處理徹底改變這些變化了的組織結構,使其晶粒細化,組織均勻。要達到這一目的,就必須使用正火或退火中的完全退火工藝來實現。許多管件制造廠商并未完全認識到這一點,出于某種考慮,他們只對成形后的管件進行了旨在消除應力的退火熱處理,而這種退火并未從根本上改變管件的金相組織和性能,也就難以保證不銹鋼管件的質量。
