
推薦產品 / Product
最新新聞 / New
工程案例 / Solution









不銹鋼對焊彎頭的焊接工藝
Mar.17,2022
瀏覽量:1264
返回上一頁
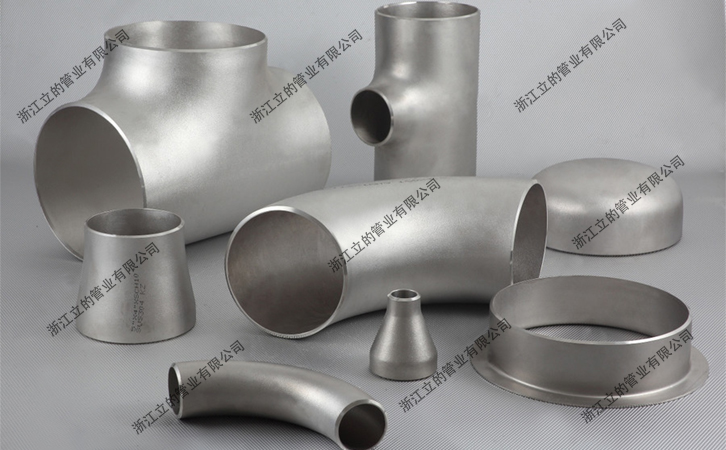
因為不銹鋼對焊彎頭大小不一,按照不銹鋼對焊彎頭的焊接獨特的地方,盡可能減小熱輸入量,故采用手藝電弧焊,氬弧焊兩種辦法,采用氬弧焊打底,手藝電弧焊蓋面。全用氬弧焊。①手藝電弧焊機采用直流反接,②焊前應將焊絲用不銹鋼絲刷刷掉表面的氧化皮,并用洗濯;焊條應在200-250℃烘干一小時。③焊前將工件坡口兩側25mm范圍內的油污等清理干凈;④氬弧焊時,噴嘴直徑Φ2mm,鎢極為缽鎢極;⑤氬弧焊焊接不銹鋼時,反面有必要充氬氣維護,才保證反面成形。采用在管道內局部充氬的辦法,流量為5-14L/min,正面氬氣流量為12-13L/min。打底焊時焊縫厚度應盡量薄,與根部熔合出色。
不銹鋼對焊彎頭采用平口聯接對管材質量要求高,對排水鑄鐵管的外徑橢圓度、壁厚及橡膠圈的物理功用都有較高的要求,因為平口的水密功用前提差,因此,除了嚴峻控制管材及管件等的本體質量外,高壓法蘭還要特殊留意管材和管件的端口維護,對焊彎頭保證端口的橢圓度及平坦度。
在設備施工時應該嚴峻按照操作工序執行。沖壓彎頭特殊是在直管設備時每根管接口處需用立管卡將立管固定在修建物的承重墻上;橫管在每個接口處均應加設吊架,在聯接衛生用具較為集中的廁浴間處,假如橫支管上聯接衛生潔具的兩個接口間隔不大于600mm,可在中心設置一個吊架。
無縫不銹鋼對焊彎頭是一種具有中空截面、周邊沒有接縫的長條鋼材。無縫不銹鋼對焊彎頭的壁厚越厚,就越有經濟性和合用性。
