
推薦產品 / Product
最新新聞 / New
工程案例 / Solution









不銹鋼對焊彎頭焊接技術注意事項
Mar.31,2020
瀏覽量:1657
返回上一頁
不銹鋼對焊彎頭在焊接前,對焊彎頭為避免焊接變形,將組對成全體的彎頭兩側最外瓦片兩端找正后,用不銹鋼弧板和龍骨加固好,按照常規焊接手法,需要充氬焊接,考慮到焊接本錢及蝦米腰管徑較大,充氬比較困難,歸納以上因素在焊接時選用里、外兩名焊工一起對稱焊接,既很好的解決了充氬問題,而且成型也很好。
選用氬點聯焊的焊接工藝.焊條選用A022,焊絲選用:HOOCr21Nil0.低層選用氬弧焊接打底。在進行電焊作業前,在焊縫左右兩側各100mm范圍內,刷石堊粉,避免飛濺粘附在管道外表,在進行電焊作業前,選用小電流。多層多道,連續焊接。全體焊接結束后,對焊彎頭外表的焊點及飛濺進行打磨,對預制焊接結束的瓦塊。
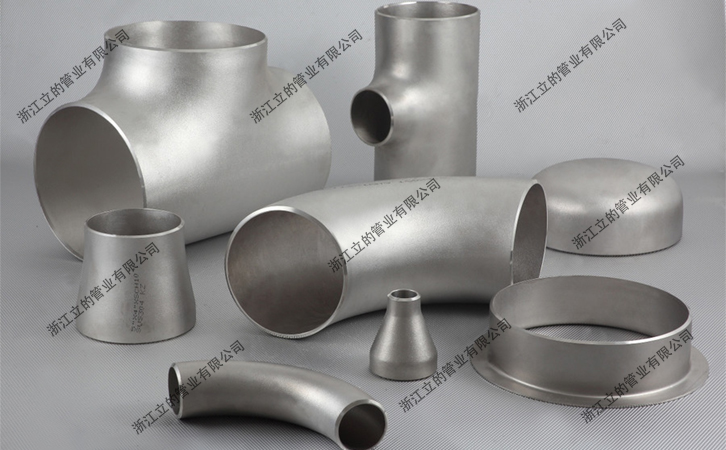
進行無損探傷,對內、外焊縫外表進行酸洗、鈍化.將酸洗結束的彎頭運輸至裝置現場,進行的現場裝置作業。對焊彎頭是一種使用鋼制熱壓成型或經過鍛造技術成型的彎頭,連接辦法是經過彎頭與鋼管對焊,利用電阻熱將兩工件沿整個端面一起焊接起來的,通常有電阻對焊和閃光對焊2種辦法,生產率很高、很容易實現自動化,所以獲得了廣泛使用。
不銹鋼對焊彎頭不只節省了空間、減輕了分量,更重要的是確保頭部位不會發生泄漏,具有良好的密封性能。緊湊法蘭尺度之所以減小,是因為減小了密封件的直徑,這將會減小密封面的截面。其次,法蘭墊片已被密封環所替代,以確保密封面對密封面的匹配。45度彎頭的B值為結構尺度,主要是給管道規劃人員帶來便利。
